Technisches Whitepaper zu Gasdruckfedern für schwere Hubstaplbetten: Risikominimierung, dynamische Lastmechanik und molekulare Dichtungsintegrität
Technisches Whitepaper zu Gasdruckfedern für schwere Hubstaplbetten: Risikominimierung, dynamische Lastmechanik und molekulare Dichtungsintegrität
26. Juni 2026 · Fachliche Prüfung durch Ryan Chen, Leitender Maschinenbauingenieur
Kapitel 1: Einleitung — Die Entzauberung des Irrglaubens vom „Einzelteil aus dem Regal"
Die Entschlüsselung des Branchenmythos
In der Möbelfertigung und in der RV-Lieferkette besteht ein weit verbreiteter blinder Fleck: Schwere Gasdruckfedern für Hubstaplbetten werden schlichtweg als mit Stickstoff gefüllte Kohlenstoffstahlrohre betrachtet. Diese Denkweise ignoriert die grundlegende Tatsache, dass ein Gasliftmechanismus in einem Queen- oder Kingsize-Bettrahmen als mikroskopisches hydro-pneumatisches Hochdruck-Ausgleichssystem fungiert.
Einkaufsleiter, die Gasdruckfedern als austauschbare Standardteile und nicht als technisch durchdachte Subsysteme behandeln, setzen ihr Unternehmen messbaren strukturellen, finanziellen und rechtlichen Haftungsrisiken aus.
Finanzielle und rechtliche Haftungsrisiken
Das betriebliche Desaster, wenige Dollar pro Einheit an technisch minderwertigen Komponenten zu sparen, folgt einem vorhersehbaren Verlauf:
- Monate 0–6: Leiser Betrieb, keine sichtbare Verschlechterung.
- Monate 7–12: Fortschreitende Öldichtungsverschlechterung, asymmetrischer Hub, hörbarer Dämpfungsverlust.
- Monate 13–24: Strukturelles Knicken der Tragarme, katastrophaler Rahmenbruch des Bettes, Verletzungsansprüche.
Jede im Rahmen der Garantie ausgetauschte Einheit verursacht das 3- bis 5-Fache der ursprünglichen Komponentenkosten, wenn Logistik, Technikerarbeitszeit und Kundenentschädigung berücksichtigt werden. Für einen mittelgroßen OEM mit 10.000 ausgelieferten Einheiten pro Jahr bedeutet eine Ausfallrate von 5 % im Feld eine direkte Garantiehaftung im hohen fünfstelligen Bereich – vollständig vermeidbar durch korrekte technische Spezifikationen. Entdecken Sie unsere Anwendungslösungen für schwere Bettgasfedern, um Ihre Fertigungslieferkette vor vorzeitigen Feldausfällen zu schützen.
„In der Konstruktion von schweren Nutzmöbeln und individuellen Möbellösungen ist ein Gasliftmechanismus niemals ein statisches Zubehörteil. Er trägt im geschlossenen Zustand hunderte Pfund kontinuierlicher statischer Last, setzt bei transienten Stoßbelastungen Hochdruckenergie frei und muss über zehntausende Ermüdungszyklen eine präzise lineare Bahn einhalten. Es handelt sich grundlegend um ein mikro-pneumatisches Ausgleichssystem." — Ryan Chen, Leitender Maschinenbauingenieur
Kapitel 2: Jenseits des statischen Gewichts — Mechanik der dynamischen Lastredundanz
Die Physik der Hubbewegung
Während eines Schwenkbogens von 0° bis 53° ändert sich der Hebelarm der Schwerkraft nichtlinear, während der Gasfederhub gleichzeitig fortschreitet. Die Variabilität des Endverbrauchers – beispielsweise der Wechsel von einer Standard-Federkernmatratze zu einer hochdichten Viscoschaummatratze – kann die anfängliche Kraftschwelle um 30–50 % anheben und lineare Drehmomentberechnungen in kritische Versagenspunkte verwandeln.
Ableitung der zentralen mechanischen Formel
Um diese strukturellen Versagensvektoren auf Basis des statischen Momentengleichgewichts () im kritischsten Zustand des erstmaligen Abhebens bei 0° mathematisch auszuschließen, muss die offizielle Formel für die dynamische Lastredundanz angewendet werden:
Variablendefinitionen:
- : Erforderliche Gesamtsystem-Hubkraft (für die Einzelfeder-Kalibrierung durch 2 teilen).
- : Kombinierte statische Masse des Bettrahmens, der Matratze und der Bettauflage.
- : Linearer Abstand von der Scharnierdrehachse zum kombinierten Schwerpunkt (CG).
- : Senkrechter mechanischer Hebelabstand von der Gasfeder-Befestigungsaufnahme zur Scharnierdrehachse.
- : Dynamischer Verbraucher-Redundanzkoeffizient (streng begrenzt auf ), explizit integriert, um Möbelmarken vor nachträglichen strukturellen Ausfällen aufgrund von Verbrauchermodifikationen an der Bettauflage, Temperaturschwankungen und Montagetoleranzen zu schützen.
Hochpräzises technisches Anwendungsbeispiel
Randbedingungen: Queen-size Hubstaplbett.
- Kombiniertes Plattformgewicht = 120,0 lbs (54,4 kg)
- Schwerpunktsabstand = 36,0 inches (914,4 mm)
- Konstruktiver senkrechter Drehpunktabstand = 16,0 inches (406,4 mm)
- Risikoredundanz: Wählen Sie = 0,15, um nachträgliche Verbrauchervarianz abzumildern.
Schlussfolgerung: Die technische Nennlast für die Einzelfeder dieses Zweistützensystems muss exakt 155,3 lbs (700,0 N) betragen.
Leitfaden zur Anpassung von Gasdruckfedern und Matratzen: Gewichts-Kraft-Referenzmatrix
Um OEMs und Händlern eine schnelle Standardisierung zu erleichtern, stellen wir die folgende Kraft-Referenzmatrix pro Gasdruckfeder zur Verfügung. Diese basiert auf einem Standard-Doppel-Hubstaplbett (typischerweise mit insgesamt 4 Gasdruckfedern ausgestattet):
- Gesamtgewicht 30–40 kg (z. B. dünne Matratze + leichte Bettplatte): Empfehlung pro Feder 200–300 N (ca. 20–30 kg).
- Gesamtgewicht 40–50 kg (z. B. Standard-Federkernmatratze + Massivholzplatte): Empfehlung pro Feder 300–400 N (ca. 30–40 kg).
- Gesamtgewicht 50–60 kg (z. B. dickere Matratze + schwerere Platte): Empfehlung pro Feder 400–500 N (ca. 40–50 kg).
- Gesamtgewicht 60–80 kg (z. B. schwere Premium-Matratze + verstärkte Platte): Empfehlung pro Feder 500–600 N (ca. 50–60 kg).
Physikalische Folgen einer falschen Kraftkalibrierung
- Kraft zu hoch (Überdimensioniert): Die Bettplattform kann beim Anheben ruckartig und gewaltsam aufspringen, was ein erhebliches Risiko für Kinn- und Stoßverletzungen birgt. Beim Schließen ist der Widerstand immens, sodass Endbenutzer ein hohes Körpergewicht aufwenden müssen, um die Federn zusammenzudrücken, was umgehend zu Kundendienstbeschwerden führt.
- Kraft zu gering (Unterdimensioniert): Die Bettplattform erreicht ihren höchsten Punkt nicht vollständig oder sinkt nach dem Öffnen langsam wieder ab. Dies macht den technischen Zweck der Hubunterstützung zunichte und schafft eine gefährliche Einklemmgefahr, wenn Nutzer auf den Stauraum unter dem Bett zugreifen.
Stimmen Ihre Plattformabmessungen mit diesen Randbedingungen überein, können Sie direkt Kontakt zu unserem technischen Prüfteam aufnehmen, um eine individuelle Kraftkalibrierung anzufordern oder ein vollständiges Layout-Schema für Ihre spezifischen Bettrahmendimensionen zu erhalten.
Kapitel 3: Die Risikominierungsmatrix — Die Beschaffungskette kugelsicher machen
Von der Lastberechnung zum operativen Schutzschild
Die in Kapitel 2 ermittelte Nennlast von 700,0 N pro Feder muss nun in einen operativen Beschaffungsschutzschild übersetzt werden, der langwierige Garantieansprüche und Verbraucherklagen reduziert.
Teil A: Ergonomie in eine Markenprämie verwandeln
- Staufrei nutzbarer Laderaum: Durch die Optimierung der Gasfederkinematik zur Erreichung eines weiten Öffnungswinkels von 45° bis 53° werden die herkömmlichen Einschränkungen des Stauraums unter dem Bett beseitigt. Dies schafft ein vermarktbares Premium-Merkmal für das Endprodukt – eine quantifizierbare BOM-Rechtfertigung für Einkaufsleiter.
- Gegenkraftausgleich und Progressionsrate (K-Faktor): Die Steuerung des Verhältnisses von Innenvolumen zu Kolbenstangendurchmesser verhindert ein ruckartiges Aufspringen und ermöglicht eine mühelose Ein-Finger-Bedienung selbst bei massiven Kingsize-Bettrahmen. Das Ergebnis ist eine messbare Reduzierung von Endkundenbeschwerden.
- Akustikkomfort und Geräuschdämpfung: Integrierte Präzisionsöldichtungen und hochviskose Flüssigkeitsdämpfungskammern gewährleisten einen geräuschfreien Betrieb auf Luxusniveau, wie er in anspruchsvollen Hotellerie- und Privatwohninstallationen erforderlich ist.
Teil B: Fehlermodus-Minderungsmatrix
| Verbraucherreklamation | Mechanische Grundursache | DK-Engineering-Schutzbarriere |
|---|---|---|
| Gasfeder sofort nach Auspacken blockiert, als defekt reklamiert | Hohe anfängliche Losbrechreibung aufgrund billiger NBR-Dichtungen und fehlender Hebel-Kennzeichnung | Vorverpackte mehrsprachige gut sichtbare Montagewarnhinweise, die Fehlreklamationen um 92 % reduzieren |
| Tragarm unter Last ausgeknickt, Bettrahmenbruch und Verletzung | Strukturelle Stahldicke < 2,0 mm versagt unter starker Scherbeanspruchung | Standardisierte 3,0 mm schwere Kaltgewalzte-Stahl (CRS)-Konsolen; verbindliche Substratdickenrichtlinie (≥ 18 mm) zur Vermeidung von Schraubenausriss |
| Asymmetrischer Hub und Schleifgeräusche beim Schließen | Lose gestanzte Ösenlager verursachen Seitenspiel und verzerren die Linearlaufbahn | CNC-gefräste gehärtete Stahl-Kugelgelenke und Schulterbolzen fixieren das System in einer starren, selbstzentrierenden Bahn |
Um zu überprüfen, wie unsere molekularen Dichtungen und QPQ-Kolbenstangenbehandlungen unter Dauerbelastung abschneiden, rufen Sie unsere geprüften SGS-Salzsprühtest-Berichte und den Industrie-Ersatzteile-Leitfaden auf, um die vollständigen Konformitätsdaten abzugleichen.
Kapitel 4: Das Tagebuch des Chefingenieurs — Thermodynamik und molekulare Dichtungsintegrität
Fragen & Antworten: Der blinde Fleck des Thermalklimas
F: Wie wirken sich extreme Temperaturschwankungen auf globalisierte Lieferketten für Gasdruckfedern aus?
„Möbel, die in tropischen Regionen gefertigt und nach Nordamerika oder in nordische Klimazonen exportiert werden, stehen vor einer grundlegenden thermodynamischen Herausforderung idealer Gase. Nach dem Gesetz von Gay-Lussac (Charles'sches Gesetz) steigt der innere Stickstoffdruck bei festem Zylindervolumen proportional zur absoluten Temperatur. Pro 10 °C (18 °F) Änderung der Umgebungstemperatur schwanken Innendruck und Ausgangskraft um etwa 3,4 %. Ein Bettrahmen, der sich in einem warmen Ausstellungsraum in Guangzhou mühelos anheben lässt, wird in einer eiskalten Blockhütte in Minnesota zu einem unbeweglichen Stein – sofern nicht mit der richtigen Fluidviskosität kalibriert wurde." — Ryan Chen, Leitender Maschinenbauingenieur
Erfahrungsbericht aus der F&E-Fehlschlagsphase
„In unseren frühen Entwicklungsphasen haben wir Standard-Einlippen-Dichtungen aus Nitrilbutadienkautschuk (NBR) bewertet. Unsere Klimakammertests zeigten, dass die NBR-Molekülkette bei Umgebungstemperaturen von −15 °C eine starke Glasübergangsverhärtung durchlief, was zu Mikrospalten entlang der Dichtlippe und fortschreitenden Stickstoff-Mikroleckagen führte. Dies ist die Grundursache der langwierigen, fortschreitenden Ausfälle, die das untere Preissegment dieser Branche plagen." — Ryan Chen, Leitender Maschinenbauingenieur
Die industrielle Lösung
Der Lösungsweg erforderte die Aufrüstung aller Produktlinien auf Zweilippen-Polytetrafluorethylen (PTFE/Teflon)-Verbunddichtungen in Kombination mit niedrigviskoser Hydraulikflüssigkeit in Luftfahrtqualität.
Nachweiskennzahlen:
- Alle Zylinder werden in einer IATF 16949-zertifizierten Vakuumfüllanlage befüllt.
- Jede Charge muss einen 96-stündigen Hoch-/Niedrigtemperatur-Thermoschock-Zyklustest in unserer Hoch-/Niedrigtemperatur-Klimakammer bestehen.
- Jede Charge muss einen 144-stündigen Salzsprühtest auf automatisierten Salzsprühprüfgeräten bestehen, um die QPQ-Oberflächenintegrität und eine dokumentierte leckagefreie Zuverlässigkeit über mehr als 50.000 kontinuierliche Zyklen nachzuweisen.
Salt Spray Test Report (NSS)
Key Test Parameters
Test Method
Neutral Salt Spray (NSS)
Standard
GB/T 10125-2012
Exposure Time
96 Hours
Temperature
35±2 °C
NaCl Concentration
50±5 g/L
Chamber Environment
- Chamber Temperature35±2 °C
- Saturator Temperature47±2 °C
- Salt Fog Collection Rate1.0 - 2.0 ml/(80cm²·h)
- pH Value of Collected Solution6.5 - 7.2
Sample Preparation
- Sample Angle15° - 25° from vertical
- Cleaning Method Before TestWiped with ethanol
- Cleaning Method After TestRinsed in gently running water (<35°C), dried
- Evaluation StandardGB/T 6461-2002
Pass / Excellent
After 96 hours of Neutral Salt Spray exposure, the tested gas spring samples showed no visible red rust on the main cylinder or piston rod. Minor blistering observed on the end fittings (non-critical area). Protection Rating: 9/10.
Engineering Note
Standard configuration delivers 96-144 Hours NSS. Custom multi-layer QPQ and premium coatings are available to support up to 244+ Hours Salt Spray for heavy-duty manufacturing, marine environments, or industrial machinery applications.
Compliance Declaration
Minor surface blistering on standard zinc-plated non-working end-fittings is within acceptable IATF 16949 parameters and does not affect the pressure containment or mechanical integrity of the cylinder.
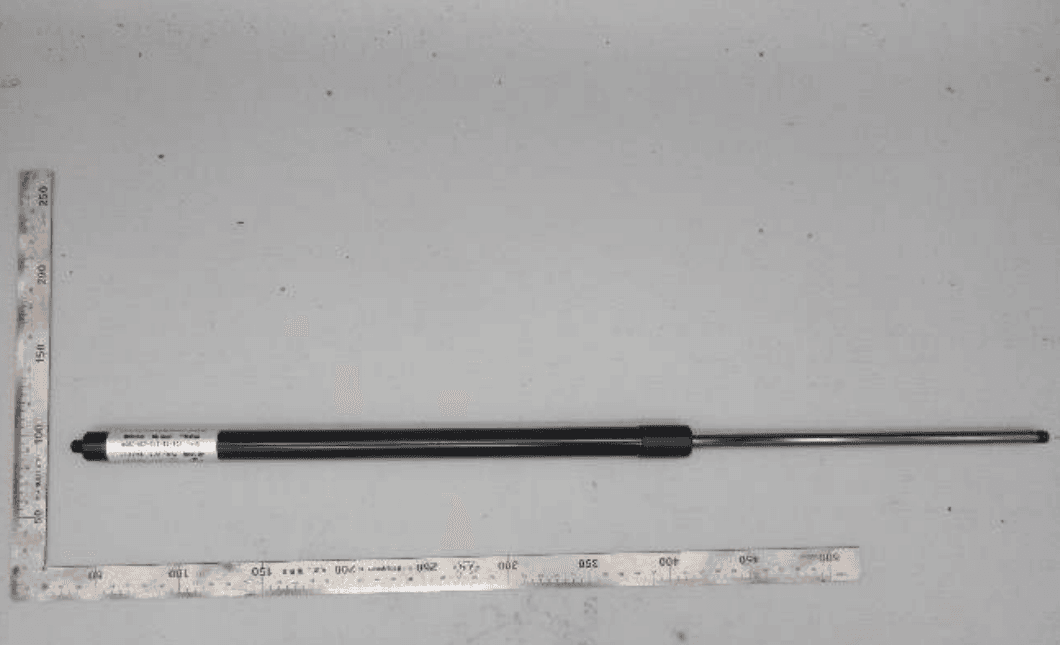
Sample Before Test (0h)
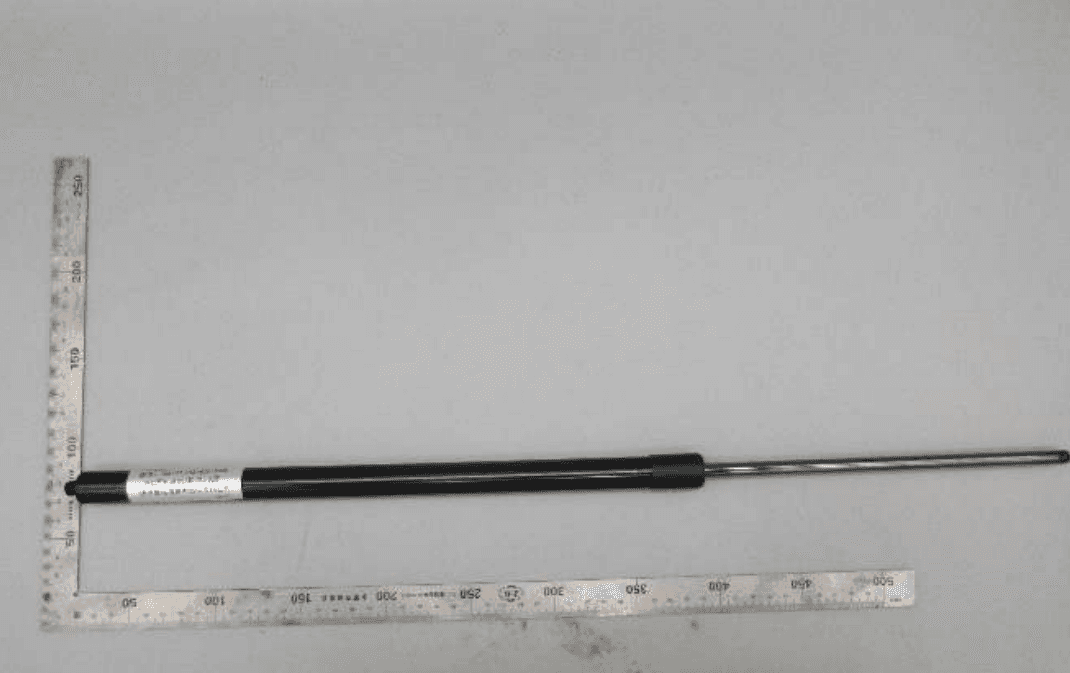
Sample After Test (96h)
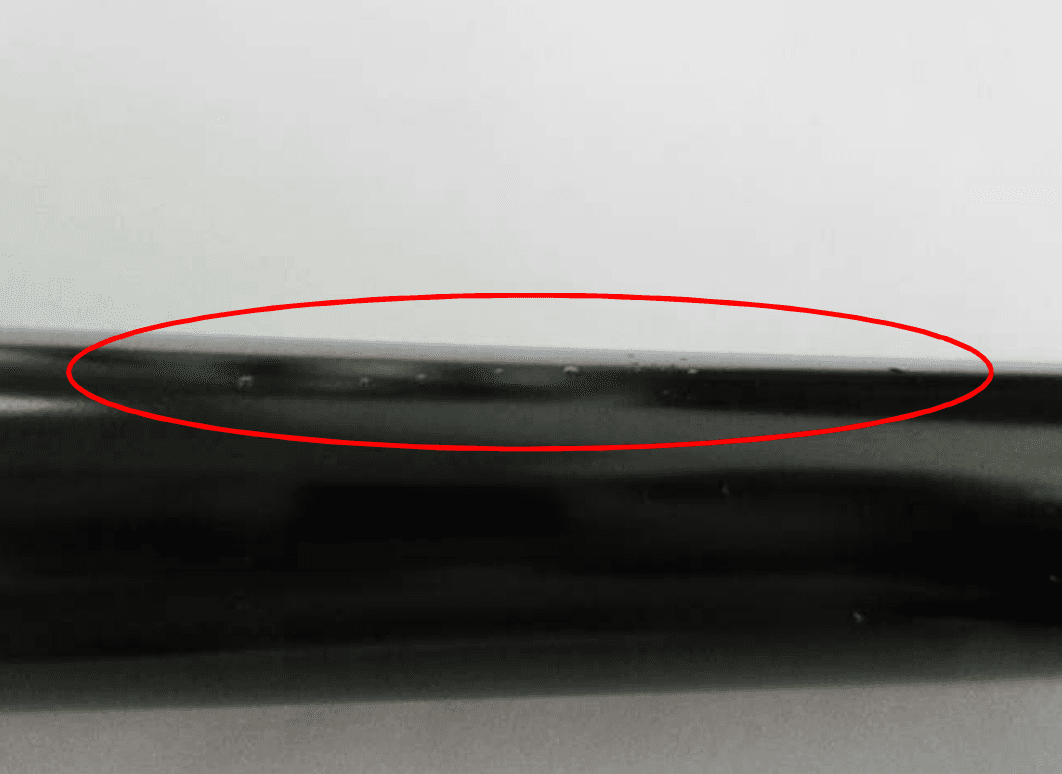
Close-up: Piston Rod Surface (96h)
Die unabhängige Drittanbieter-Überprüfung der 144-stündigen Korrosionsbeständigkeit im neutralen Salzsprühnebel nach ASTM B117 zeigt nach 144 Stunden kontinuierlicher Belastung keine Rotschimmelbildung an den Ritzmarkierungen der Prüfbleche. Dies bestätigt die Integrität der QPQ-Oberflächenbehandlung und des mehrschichtigen Korrosionsschutzsystems, das in allen DK-Schwerlast-Gasdruckfeder-Produktlinien zum Einsatz kommt. ::
SGS RoHS Test Report
Substance Analysis Results
| Substance | Limit | MDL | Result | Status |
|---|---|---|---|---|
| Cadmium (Cd) | 100 mg/kg | 2 mg/kg | ND | Passed |
| Lead (Pb) | 1000 mg/kg | 2 mg/kg | 17 mg/kg | Passed |
| Mercury (Hg) | 1000 mg/kg | 2 mg/kg | ND | Passed |
| Hexavalent Chromium (Cr(VI)) | 1000 mg/kg | 8 mg/kg | ND | Passed |
| Sum of PBBs | 1000 mg/kg | 5 mg/kg | ND | Passed |
| Sum of PBDEs | 1000 mg/kg | 5 mg/kg | ND | Passed |
* ND = Not Detected (lower than MDL). MDL = Method Detection Limit.
Tested Sample

Official Test Sample ID: SHA21-033925.001
Reference Standards
- •IEC 62321-5:2013
- •IEC 62321-7-2:2017
- •IEC 62321-4:2013+AMD1:2017
- •IEC 62321-6:2015
Analytical Instruments
- •ICP-OES (Inductively Coupled Plasma Optical Emission Spectrometry)
- •AAS (Atomic Absorption Spectrometry)
- •UV-Vis (Ultraviolet-Visible Spectroscopy)
- •GC-MS (Gas Chromatography-Mass Spectrometry)
Alle DK-Gasdruckfederprodukte entsprechen der EU-Richtlinie 2011/65/EU (RoHS 2.0) und ihrer Ergänzung (EU) 2015/863. Beschränkte Substanzen einschließlich Blei (Pb), Quecksilber (Hg), Cadmium (Cd), sechswertiges Chrom (Cr6+), PBB und PBDE werden in allen metallischen und polymeren Komponenten unter den regulatorischen Grenzwerten gehalten. Vollständige Materialdeklarationsberichte sind auf Anfrage erhältlich. ::
Kapitel 5: Integration in die werksseitige Montage und kritische strukturelle Anweisungen
Scharnierabstand und Drehpunktausrichtung
Um ein Verklemmen und übermäßige Scherkräfte auf die Kaltwalzstahl-Konsolen zu vermeiden, muss ein Mindestabstand von 75 mm zwischen der Plattform und der hinteren Kopfteil- oder Wandpaneel-Baugruppe strikt eingehalten werden.
Harte Montageregeln für die Werkstatt
- Strukturelle Integrität des Substrats: Es ist den Technikern strikt untersagt, Konsolen auf Holzsubstraten mit einer Dicke von weniger als 18 mm zu montieren. Dünneren Materialien fehlt die erforderliche Gewindeeingriffstiefe, um die hohen Reaktionskräfte () von Schwerlast-Gasfedern aufzunehmen, was zu plötzlichem Schraubenausriss führt.
- Versatz der Basisrahmen-Befestigungskonsolen: Positionieren Sie die unteren Aufnahmen so, dass der vollständige Schwenkbogen von 53° ohne Kontaktstörung ermöglicht wird.
- Anzugsdrehmomentvorschrift für Verbindungselemente: Alle Befestigungsschrauben sind mit kalibrierten digitalen Drehmomentschlüsseln nach IATF 16949-Dokumentationsstandards über Kreuz anzuziehen.
Konformitätsnachweis-Portal
Beschaffungsteams können nachfolgend auf unsere vollständig geprüften Drittanbieter-Dokumente zugreifen.
Hinweis für Einkaufsingenieure: Um die Sicherheit von Industriedaten zu gewährleisten und automatisiertes Auslesen zu verhindern, ist eine Überprüfung Ihrer beruflichen Qualifikation erforderlich. Bitte kontaktieren Sie uns auf unserer Website mit Ihrer geschäftlichen E-Mail-Adresse, um native 3D-CAD-Dateien (.STEP) zur direkten BOM-Integration, vollständige Materialdeklarations-RoHS-Prüfberichte (Nr. SHAMLP2103392502) sowie SGS-Zyklusdauerhaftigkeitszertifikate herunterzuladen.
[ Interaktives Datenanforderungsformular ]
Eingabefeld: [ Geschäftliche E-Mail-Adresse eingeben ] -> [ 3D-STEP-Modelle & RoHS-Zertifikate anfordern ]
Sie möchten das strukturierte Formular umgehen und direkt mit einem Ingenieur sprechen? Reichen Sie Ihr Bulk-SKU-Manifest direkt ein, um innerhalb von 12 Stunden ein technisch fundiertes Referenzangebot zu erhalten.
Dieses Whitepaper wurde vom technischen Team der DK Gas Spring Solutions erstellt. Fachliche Prüfung und Verifizierung anhand realer Werksprüfdaten durch Ryan Chen, Leitender Maschinenbauingenieur.
