Sprężyna Gazowa do Ciężkiego Łoża Magazynowego — Whitepaper Inżynieryjny: Minimalizacja Ryzyka, Mechanika Obciążeń Dynamicznych i Integralność Uszczelnień Molekularnych
Sprężyna Gazowa do Ciężkiego Łoża Magazynowego — Whitepaper Inżynieryjny: Minimalizacja Ryzyka, Mechanika Obciążeń Dynamicznych i Integralność Uszczelnień Molekularnych
26 czerwca 2026 · Recenzja techniczna: Ryan Chen, Główny Inżynier Mechanik
Rozdział 1: Wprowadzenie — Demontaż mitu „Zbioru Części Sprzętowych"
Dekonstrukcja mitu branżowego
W branży produkcji mebli i łańcuchów dostaw dla pojazdów rekreacyjnych (RV) istnieje powszechny, rażący błąd poznawczy: traktowanie podnośników gazowych do ciężkich łóżek magazynowych jako zwykłych rur ze stali węglowej wypełnionych azotem. To podejście pomija fundamentalną rzeczywistość — że mechanizm podnośnika gazowego w platformie łóżka typu queen lub king-size działa jako mikro-wysokociśnieniowy hydro-pneumatyczny układ balansujący.
Menedżerowie ds. zaopatrzenia, którzy podchodzą do sprężyn gazowych jak do gotowych akcesoriów, a nie zaprojektowanych podsystemów, narażają swoje organizacje na wymierne zobowiązania strukturalne, finansowe i prawne.
Zobowiązania finansowe i prawne
Operacyjna katastrofa polegająca na oszczędzeniu kilku dolarów na sztuce na niedopracowanych komponentach przebiega według przewidywalnego scenariusza:
- Miesiące 0–6: Cicha praca, brak widocznej degradacji.
- Miesiące 7–12: Postępująca degradacja uszczelnień olejowych, asymetryczne podnoszenie, słyszalny zanik tłumienia.
- Miesiące 13–24: Wyboczenie ramienia konstrukcyjnego, katastrofalne zawalenie ramy łóżka, roszczenia odszkodowawcze z tytułu obrażeń.
Każda wymieniona w ramach gwarancji jednostka generuje koszty 3–5× wyższe od pierwotnego kosztu komponentu, po uwzględnieniu logistyki, robocizny technicznej i rekompensaty dla klienta. Dla producenta OEM o średniej wielkości, wysyłającego 10 000 sztuk rocznie, 5% wskaźnik awarii terenowych przekłada się na bezpośrednie zobowiązania gwarancyjne sięgające sześciu cyfr — całkowicie do uniknięcia dzięki odpowiednim specyfikacjom inżynieryjnym. Zapoznaj się z naszymi Rozwiązaniami Aplikacyjnymi dla Ciężkich Podnośników Łóżek, aby zabezpieczyć swój łańcuch dostaw produkcyjnych przed przedwczesnymi awariami terenowymi.
"W projektowaniu ciężkich mebli użytkowych i mebli na zamówienie, mechanizm podnośnika gazowego nigdy nie jest statycznym akcesorium. Wytrzymuje setki funtów ciągłego obciążenia statycznego w stanie zamkniętym, uwalnia energię wysokiego ciśnienia podczas udarowych obciążeń przejściowych i musi utrzymywać precyzyjną trajektorię liniową przez dziesiątki tysięcy cykli zmęczeniowych. Jest to w swej istocie mikro-pneumatyczny układ balansujący." — Ryan Chen, Główny Inżynier Mechanik
Rozdział 2: Poza Ciężarem Statycznym — Mechanika Nadmiarowości Obciążenia Dynamicznego
Fizyka ruchu podnoszenia
Podczas łuku artykulacji od 0° do 53°, ramię dźwigni grawitacji zmienia się nieliniowo, podczas gdy skok sprężyny gazowej postępuje jednocześnie. Zmienność użytkownika końcowego — przejście ze standardowego sprężystego materaca na materac z wysoko gęstej pianki memory — może podnieść początkowy próg siły o 30–50%, przekształcając liniowe obliczenia momentu obrotowego w krytyczne punkty awarii.
Wyprowadzenie podstawowego wzoru mechanicznego
Aby matematycznie wyeliminować te wektory awarii konstrukcyjnych w oparciu o równowagę momentów statycznych () w najbardziej krytycznym stanie początkowego unoszenia przy 0°, należy zastosować Oficjalny Wzór Nadmiarowości Obciążenia Dynamicznego:
Definicje zmiennych:
- : Całkowita wymagana siła podnoszenia układu (podzielić przez 2 dla kalibracji pojedynczego siłownika).
- : Łączna masa statyczna ramy platformy łóżka, materaca i podstawowego wyposażenia pościelowego.
- : Odległość liniowa od osi obrotu zawiasu do połączonego środka ciężkości (CG).
- : Prostopadła odległość mechaniczna dźwigni od podstawy montażowej sprężyny gazowej do osi obrotu zawiasu.
- : Współczynnik Nadmiarowości Konsumenckiej (Dynamiczny Consumer Redundancy Coefficient), ściśle ograniczony do , jawnie zintegrowany w celu zabezpieczenia marek meblowych przed pośrednimi awariami konstrukcyjnymi wynikającymi z modyfikacji pościeli przez konsumentów, wahań termicznych i tolerancji montażowych.
Przykład zastosowania inżynieryjnego o wysokiej wierności
Warunki brzegowe: Platforma łóżka magazynowego typu queen-size.
- Łączna masa platformy = 120.0 lbs (54.4 kg)
- Odległość środka ciężkości = 36.0 cala (914.4 mm)
- Zaprojektowana prostopadła odległość obrotu = 16.0 cali (406.4 mm)
- Nadmiarowość ryzyka: Wybór = 0.15 w celu złagodzenia pośredniej zmienności konsumenckiej.
Wniosek: Wartość znamionowa pojedynczego siłownika dla tego układu dwupunktowego musi wynosić dokładnie 155.3 lbs (700.0 N).
Przewodnik doboru sprężyn gazowych do materacy: Macierz referencyjna Waga-Siła
Aby pomóc producentom OEM i dystrybutorom w szybkiej standaryzacji, udostępniamy poniższą macierz referencyjną siły na siłownik, opartą na standardowym podwójnym łóżku z pojemnikiem (zazwyczaj wyposażonym łącznie w 4 sprężyny gazowe):
- Waga całkowita 30-40 kg (np. cienki materac + lekka płyta łóżka): Zalecana siła na siłownik 200-300 N (ok. 20-30 kg).
- Waga całkowita 40-50 kg (np. standardowy materac sprężynowy + płyta z litego drewna): Zalecana siła na siłownik 300-400 N (ok. 30-40 kg).
- Waga całkowita 50-60 kg (np. grubszy materac + cięższa płyta): Zalecana siła na siłownik 400-500 N (ok. 40-50 kg).
- Waga całkowita 60-80 kg (np. ciężki materac premium + wzmocniona płyta): Zalecana siła na siłownik 500-600 N (ok. 50-60 kg).
Fizyczne konsekwencje nieprawidłowej kalibracji siły
- Zbyt duża siła (Przewymiarowanie): Platforma łóżka może gwałtownie odskoczyć podczas podnoszenia, stwarzając poważne ryzyko uderzenia w szczękę i obrażeń. Podczas zamykania opór jest ogromny, zmuszając użytkowników końcowych do użycia nadmiernego ciężaru ciała tylko po to, by ścisnąć siłowniki, co natychmiast prowadzi do skarg w dziale obsługi klienta.
- Zbyt mała siła (Niedowymiarowanie): Platforma łóżka nie podnosi się całkowicie do najwyższego punktu lub powoli opada po otwarciu. Cofa to inżynieryjny cel wspomagania podnoszenia i stwarza niebezpieczeństwo przytrzaśnięcia, gdy użytkownicy mają dostęp do pojemnika pod łóżkiem.
Jeśli wymiary Państwa platformy są zgodne z tymi warunkami brzegowymi, mogą Państwo Skontaktować się z Naszym Zespołem Recenzji Technicznej bezpośrednio, aby poprosić o niestandardową kalibrację siły lub uzyskać pełny schemat rozmieszczenia dla konkretnych wymiarów ramy łóżka.
Rozdział 3: Macierz Minimalizacji Ryzyka — Zabezpieczenie Cyklu Zaopatrzeniowego
Od obliczeń obciążenia do osłony operacyjnej
Ustalona w Rozdziale 2 wartość 700.0 N na siłownik musi zostać teraz przełożona na operacyjną osłonę zaopatrzeniową, która ograniczy długoterminowe roszczenia gwarancyjne i ryzyko procesów sądowych ze strony konsumentów.
Część A: Przekształcanie ergonomii w wartość dodaną marki
- Przestrzeń ładunkowa bez przeszkód: Poprzez optymalizację artykulacji sprężyny gazowej w celu uzyskania szerokiego kąta otwarcia 45° do 53°, eliminowane są tradycyjne ograniczenia przechowywania pod łóżkiem. Stanowi to doskonałą wartość marketingową dla produktu końcowego — wymierne uzasadnienie BOM dla menedżerów ds. zaopatrzenia.
- Zawieszenie przeciwwagi i współczynnik progresji (K-Factor): Zarządzanie stosunkiem objętości wewnętrznej do trzpienia zapobiega gwałtownemu otwieraniu, umożliwiając łatwą obsługę jednym palcem nawet w przypadku ogromnych platform łóżek king-size. Efektem jest wymierne zmniejszenie liczby reklamacji użytkowników końcowych.
- Komfort akustyczny i wyciszenie: Zintegrowane precyzyjne uszczelnienia olejowe i komory tłumiące z cieczą o wysokiej lepkości zapewniają bezgłośną pracę klasy premium, wymaganą w branży hotelarskiej wysokiej klasy oraz niestandardowych instalacjach domowych.
Część B: Macierz eliminacji trybów awarii
| Reklamacja konsumencka | Pierwotna przyczyna mechaniczna | Bariera inżynieryjna DK |
|---|---|---|
| Siłownik zablokowany po wyjęciu z pudełka, zwrócony jako wadliwy | Wysokie początkowe tarcie spowodowane tanimi uszczelnieniami NBR i brakiem świadomości dźwigni | Fabrycznie dołączone wielojęzyczne, dobrze widoczne etykiety ostrzegawcze, redukujące zwroty z powodu rzekomych wad o 92% |
| Wyboczenie ramienia siłownika pod obciążeniem, powodujące zawalenie łóżka i obrażenia | Grubość stali konstrukcyjnej < 2.0 mm, niewystarczająca pod wpływem silnego momentu ścinającego | Standardowe wsporniki z 3.0 mm stali walcowanej na zimno (CRS) do ciężkich zastosowań; obligatoryjny wymóg grubości podłoża (≥ 18 mm) zapobiegający wyrwaniu elementów złącznych |
| Asymetryczne podnoszenie i odgłosy tarcia podczas zamykania | Luźne tłoczone nity oczkowe powodujące luz boczny i skrzywienie trajektorii liniowej | Obróbka CNC — przeguby kulowe ze stali hartowanej oraz śruby z kołnierzem blokujące układ w sztywnej, samonastawnej ścieżce |
Aby zweryfikować działanie naszych uszczelnień molekularnych i procesów tłoczyska QPQ pod ciągłym obciążeniem, należy zapoznać się z naszymi zweryfikowanymi Raportami z Testów Mgły Solnej SGS oraz Przemysłowym Przewodnikiem Wymiany w celu porównania pełnych danych dotyczących zgodności.
Rozdział 4: Dziennik Głównego Inżyniera — Termodynamika i Integralność Uszczelnień Molekularnych
Q&A: Niewidoczny problem klimatu termicznego
P: Jak ekstremalne wahania temperatury wpływają na globalne łańcuchy dostaw sprężyn gazowych?
"Meble produkowane w regionach tropikalnych i eksportowane do klimatu północnoamerykańskiego lub skandynawskiego stają przed fundamentalnym wyzwaniem termodynamicznym rządzącym gazami doskonałymi. Zgodnie z Prawem Gay-Lussaca, w stałej objętości cylindra, ciśnienie wewnętrzne azotu zmienia się proporcjonalnie do temperatury bezwzględnej. Na każde 10°C (18°F) zmiany temperatury otoczenia, ciśnienie wewnętrzne i siła wyjściowa zmieniają się o około 3.4%. Platforma łóżka, która unosi się bez wysiłku w ciepłym showroomie w Kantonie, staje się nie do otwarcia w mroźnej kabinie w Minnesocie — chyba że jest skalibrowana z odpowiednią lepkością cieczy." — Ryan Chen, Główny Inżynier Mechanik
Historia z pierwszej ręki: porażka B+R
"We wczesnych fazach inżynieryjnych testowaliśmy standardowe jednotne uszczelnienia z kauczuku nitrylowo-butadienowego (NBR). Badania w komorze klimatycznej wykazały, że gdy temperatura otoczenia w pudełku spadała do −15°C, łańcuch molekularny NBR ulegał poważnemu stwardnieniu w wyniku przejścia szklistego, tworząc mikro-szczeliny wzdłuż krawędzi uszczelnienia i powodując postępującą mikro-nieszczelność azotu. To jest pierwotna przyczyna długoterminowych, postępujących awarii trapiących niższy segment tej branży." — Ryan Chen, Główny Inżynier Mechanik
Rozwiązanie klasy przemysłowej
Ścieżka eliminacji tych problemów wymagała modernizacji wszystkich linii produktowych do dwuwargowych uszczelnień kompozytowych z politetrafluoroetylenu (PTFE / Teflon) w połączeniu z niskolepkim, lotniczym płynem hydraulicznym.
Metryki weryfikacyjne:
- Wszystkie cylindry napełniane w certyfikowanym zakładzie napełniania próżniowego IATF 16949.
- Każda partia musi przejść 96-godzinny cykl szoku termicznego w wysokiej/niskiej temperaturze w naszej Komorze Klimatycznej Wysokiej/Niskiej Temperatury.
- Każda partia musi przejść 144-godzinny test w mgle solnej na zautomatyzowanych Testerach Mgły Solnej w celu weryfikacji integralności powierzchni QPQ, zapewniając udokumentowaną bezawaryjną szczelność przez ponad 50 000 cykli.
Salt Spray Test Report (NSS)
Key Test Parameters
Test Method
Neutral Salt Spray (NSS)
Standard
GB/T 10125-2012
Exposure Time
96 Hours
Temperature
35±2 °C
NaCl Concentration
50±5 g/L
Chamber Environment
- Chamber Temperature35±2 °C
- Saturator Temperature47±2 °C
- Salt Fog Collection Rate1.0 - 2.0 ml/(80cm²·h)
- pH Value of Collected Solution6.5 - 7.2
Sample Preparation
- Sample Angle15° - 25° from vertical
- Cleaning Method Before TestWiped with ethanol
- Cleaning Method After TestRinsed in gently running water (<35°C), dried
- Evaluation StandardGB/T 6461-2002
Pass / Excellent
After 96 hours of Neutral Salt Spray exposure, the tested gas spring samples showed no visible red rust on the main cylinder or piston rod. Minor blistering observed on the end fittings (non-critical area). Protection Rating: 9/10.
Engineering Note
Standard configuration delivers 96-144 Hours NSS. Custom multi-layer QPQ and premium coatings are available to support up to 244+ Hours Salt Spray for heavy-duty manufacturing, marine environments, or industrial machinery applications.
Compliance Declaration
Minor surface blistering on standard zinc-plated non-working end-fittings is within acceptable IATF 16949 parameters and does not affect the pressure containment or mechanical integrity of the cylinder.
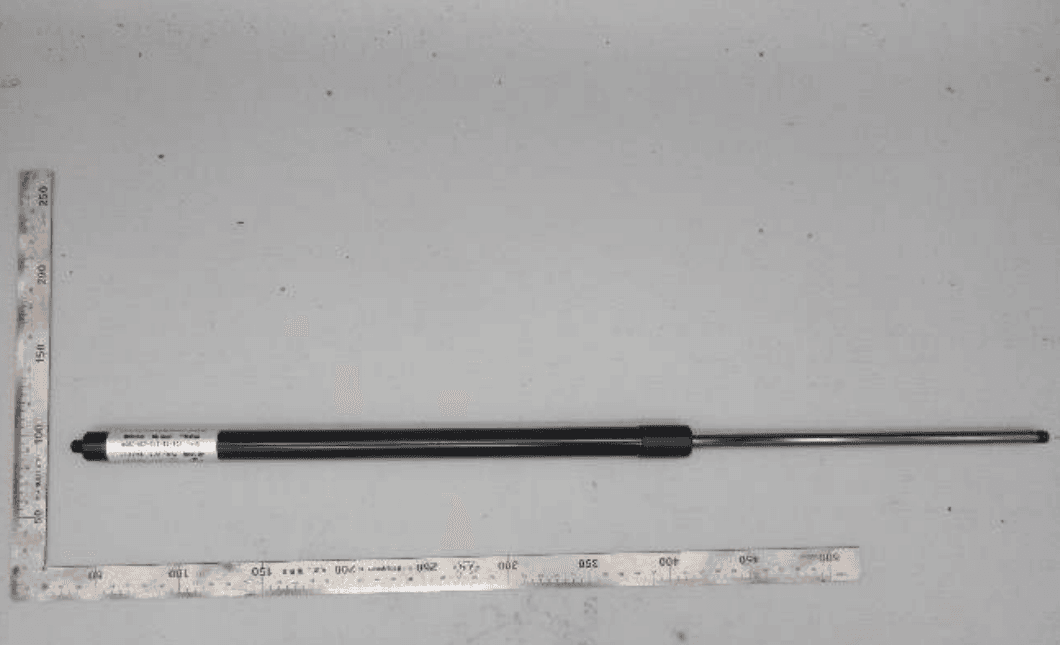
Sample Before Test (0h)
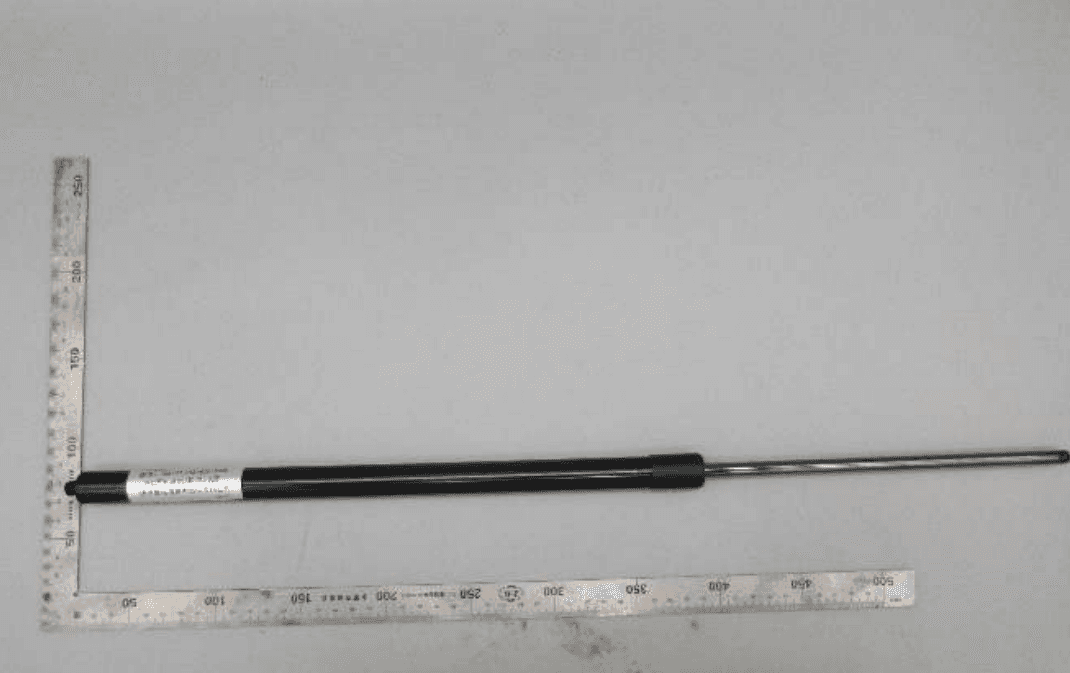
Sample After Test (96h)
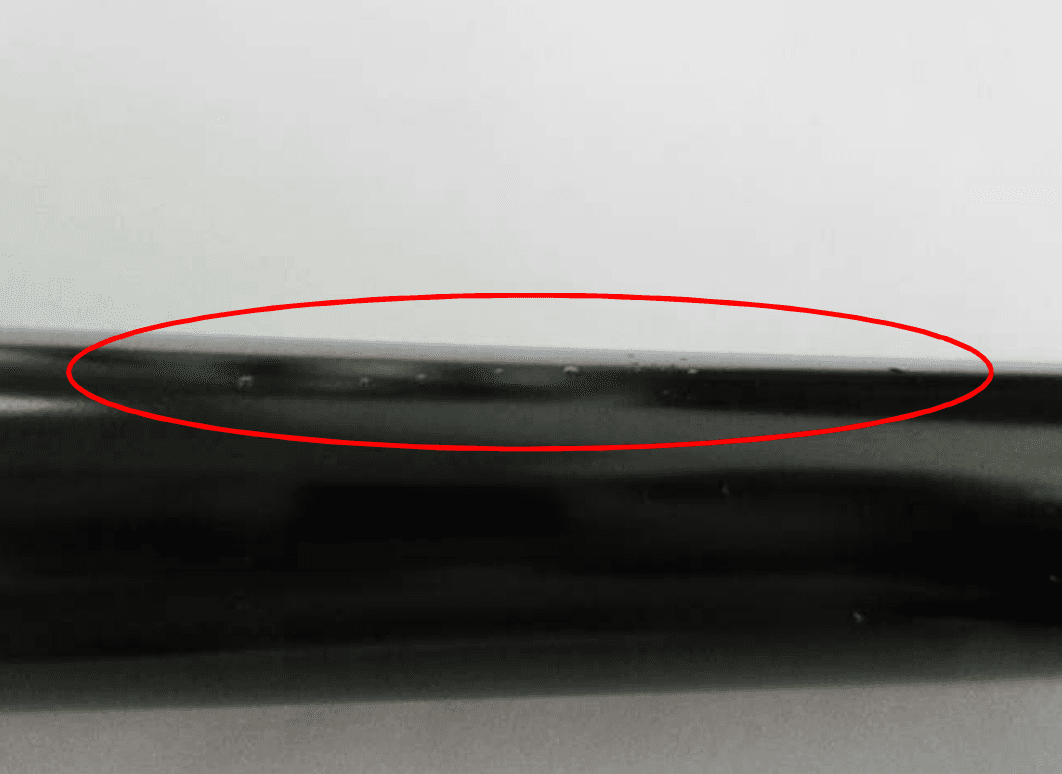
Close-up: Piston Rod Surface (96h)
Niezależna weryfikacja strony trzeciej 144-godzinnej odporności na korozję w neutralnej mgle solnej zgodnie z ASTM B117. Próbki testowe wykazują zerową migrację rdzy w rysach po 144 godzinach ciągłej ekspozycji, potwierdzając integralność obróbki powierzchniowej QPQ oraz wielowarstwowego systemu powłok antykorozyjnych stosowanego we wszystkich liniach ciężkich sprężyn gazowych DK. ::
SGS RoHS Test Report
Substance Analysis Results
| Substance | Limit | MDL | Result | Status |
|---|---|---|---|---|
| Cadmium (Cd) | 100 mg/kg | 2 mg/kg | ND | Passed |
| Lead (Pb) | 1000 mg/kg | 2 mg/kg | 17 mg/kg | Passed |
| Mercury (Hg) | 1000 mg/kg | 2 mg/kg | ND | Passed |
| Hexavalent Chromium (Cr(VI)) | 1000 mg/kg | 8 mg/kg | ND | Passed |
| Sum of PBBs | 1000 mg/kg | 5 mg/kg | ND | Passed |
| Sum of PBDEs | 1000 mg/kg | 5 mg/kg | ND | Passed |
* ND = Not Detected (lower than MDL). MDL = Method Detection Limit.
Tested Sample

Official Test Sample ID: SHA21-033925.001
Reference Standards
- •IEC 62321-5:2013
- •IEC 62321-7-2:2017
- •IEC 62321-4:2013+AMD1:2017
- •IEC 62321-6:2015
Analytical Instruments
- •ICP-OES (Inductively Coupled Plasma Optical Emission Spectrometry)
- •AAS (Atomic Absorption Spectrometry)
- •UV-Vis (Ultraviolet-Visible Spectroscopy)
- •GC-MS (Gas Chromatography-Mass Spectrometry)
Wszystkie produkty DK z zakresu sprężyn gazowych są zgodne z Dyrektywą UE 2011/65/UE (RoHS 2.0) oraz jej nowelizacją (UE) 2015/863. Substancje objęte ograniczeniami, w tym ołów (Pb), rtęć (Hg), kadm (Cd), chrom sześciowartościowy (Cr6+), PBB i PBDE, są kontrolowane poniżej progów regulacyjnych we wszystkich elementach metalicznych i polimerowych. Pełne raporty deklaracji materiałowych są dostępne na żądanie. ::
Rozdział 5: Integracja Montażu Fabrycznego i Kluczowe Wytyczne Konstrukcyjne
Luz zawiasu i wyrównanie osi obrotu
Aby uniknąć blokowania i nadmiernych sił ścinających na wspornikach ze stali walcowanej na zimno, należy bezwzględnie zachować minimalny luz 75 mm pomiędzy platformą a tylnym wezgłowiem lub panelem ściennym.
Twarde zasady montażu na hali produkcyjnej
- Integralność strukturalna podłoża: Technikom surowo zabrania się montowania wsporników na podłożach drewnianych o grubości mniejszej niż 18 mm. Cieńsze materiały nie zapewniają głębokości zaczepu gwintu wymaganej do wytrzymania wysokich sił reakcyjnych () siłowników do ciężkich zastosowań, co prowadzi do nagłego wyrwania elementów złącznych.
- Przesunięcie wspornika montażowego ramy podstawy: Należy ustawić dolne mocowania tak, aby umożliwić pełny 53° łuk artykulacji bez kolizji kontaktowej.
- Specyfikacja momentu dokręcania łączników: Wszystkie śruby montażowe należy dokręcać krzyżowo zgodnie z normami dokumentacyjnymi IATF 16949 przy użyciu skalibrowanych cyfrowych kluczy dynamometrycznych.
Centrum Weryfikacji Zgodności
Zespoły ds. zaopatrzenia mogą poniżej uzyskać dostęp do naszej w pełni zweryfikowanej dokumentacji strony trzeciej.
Informacja dla inżynierów zaopatrzenia: W celu zachowania bezpieczeństwa danych przemysłowych i zapobieżenia automatycznemu scrapingowi, wymagamy weryfikacji Państwa poświadczeń zawodowych. Prosimy o kontakt za pośrednictwem naszej strony internetowej przy użyciu służbowego adresu e-mail firmy, aby natychmiast pobrać natywne pliki 3D CAD (.STEP) do bezpośredniej integracji z BOM, pełne raporty deklaracji materiałowych Raporty z Badań RoHS (Nr SHAMLP2103392502) oraz certyfikaty trwałości cyklicznej SGS.
[ Interaktywny Formularz Zapytania o Dane ]
Pole wprowadzania: [ Wpisz Służbowy Adres E-mail Firmy ] -> [ Poproś o Modele 3D STEP i Certyfikaty RoHS ]
Wolą Państwo pominąć strukturalny formularz i skonsultować się bezpośrednio z inżynierem? Prześlij Swój Manifest SKU Bezpośrednio, aby otrzymać inżynieryjną wycenę referencyjną w ciągu 12 godzin.
Niniejszy whitepaper został przygotowany przez Zespół Inżynieryjny DK Gas Spring Solutions. Recenzja techniczna i weryfikacja względem rzeczywistych danych testów fabrycznych przeprowadzone przez Ryana Chena, Głównego Inżyniera Mechanika.
